
Costo de filamento
Si compramos una bobina de 1K debemos dividir el precio de ésta por 1000 par saber el valor de gramo

En la siguiente tabla iremos separando los materiales definiendo su valor por gramo

Costo eléctrico
Necesitamos definir 3 factores
Tiempo de impresión (h):

Debemos pasarla a minutos y luego a hora con decimal: 1 hora y 5 minutos equivalen a 65 minutos y esos se dividen por 60 dando un equivalente a 1,08 h
Costo de Kwh. Debemos ver el consumo kwh y dividirlo por el costo. Por ejemplo si el valor es $24119 lo dividimos por el consumo Kwh, ejemplo (213Kwh): 24119/213=113 $/Kwh
Consumo impresora: Buscamos la información de consumo, en este caso la Ender 3 v2 consume 360w (24V*15A=360W) que pasandolo a kilo sería 0,36 Kw

En esta tabla tenemso el consumo segun mi cuenta de luz en Chile Kwh y el consumo de la Ender 3v2

Amortización de la impresora
La amortización es al vida util de la maquina. Ésto lo vamos a definir con tres factores:
1. Duración estimada de la impresora en años
2. Uso diario dentro del tiempo de duración
3. Valor de impresora
En la siguiente tabla pasamos la duración de la impresora estimada a 2 años a un total de días (360x2=720), luego multiplicamos esos día por la estimación de uso diario (5x720=3600), luego dividimos el valor de la imrpesora por el total de duración en horas (235215/3600=65)

Tasa de fallos
La tasa de fallos se define con un porcentaje de errores en la impresión que puede llevar a mal gasto de materiales y energía. Un porcentaje promedio es el 10%. Si eres nuevo este puede ser mayor. Ese porcentaje se hace sobre la suma de los gastos anteriores (filamento, energía y amortización)
Archivo gratis
A continuación les compartiré un archivo que hice para calcular costos de forma totalmente gratuita para usar en Excel o en Libre office. Para descargar hacer clic AQUÍ
Les explicaré paso a paso como usarlo desde libre office:
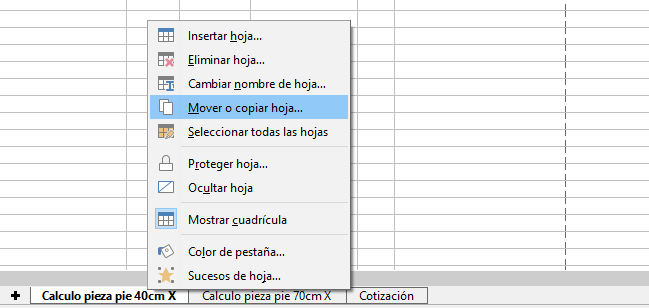
1. Cuando abran el archivo tendremos 3 hojas que podemos acceder desde aquí. Las primeras dos corresponden al calculo de una pieza. Son la misma hoja pero con distintos valor, para cambiar el nombre simplemente dar clic sobre la pestaña


3. En la opcion de material a usar tenemos un desplegable que equivale a la misma tabla de materiales que tenemos a la izquierda. En esa tabla iremos agregando nuestros materiales calculando el valor por gramo y en el desplegable iremos agregando el mismo material con el valor por gramo al final



...y se actualiza en el listado



6. Para crear nuevas piezas de cotización y agregarlas debemos duplicar de esta forma


Luego lo agregamos insertando una fila



Arrastramos las 5 casillas seleccionadas hacia a bajo


Luego veremos como todos los valores se actualizarán automáticamente a los que definamos en al hoja

7. Para exportar simplemente seleccionamos y exportamos en PDF








































